「CO2排出量削減」 カーボンニュートラルへ大きく貢献
| これまでの線形摩擦接合 | 新技術!低温摩擦接合 |
|---|---|
 |
 |
| 接合温度がβトランザス (変態点980℃)以上となり、 接合中にα⇔β変態が生じる焼鈍が必要 |
接合温度がβトランザス (変態点980℃)以下となり、 無変態での接合を実現する  焼鈍が 焼鈍が不要! |
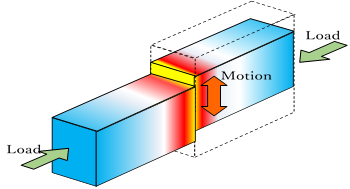
「CO2排出量削減」なぜ焼鈍が不要か!
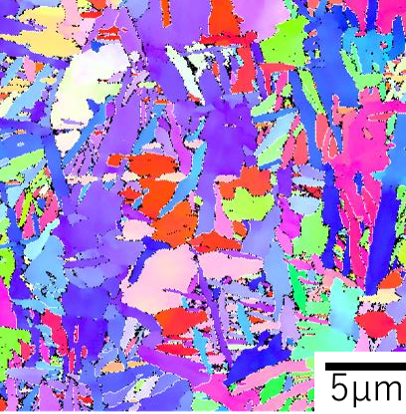
| チタン合金(Ti-6Al-4V)での接合部 | ||
|---|---|---|
| 接合前母材 | これまでの線形摩擦接合 | 新技術!低温線形摩擦接合 |
 |
 |
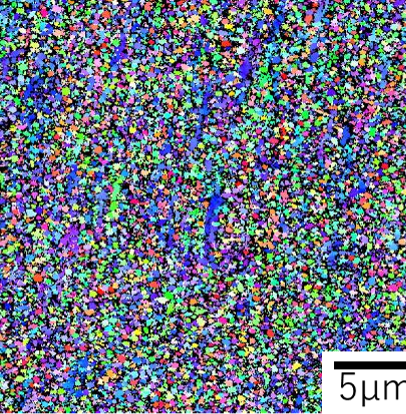 |
EBSD解析 方位分布: IPF map
※資料提供:大阪大学接合科学研究所
強度の証明!(引張試験)
チタン合金(Ti-6Al-4V)※破断時の引張強度 990MPa
| 低温線形摩擦接合片 |
|---|

|
母材にて
破断!
「製造コストの低下」 費用比較(使用例:Ti-6Al-4V部品)
 ブロックから
ブロックから削り出し 突起物を LTLFW 使用例費用比較 |
「製造コストの低下」行程時間大幅削減!
 機械加工
溶接
焼鈍
工事時間比較
機械加工
溶接
焼鈍
工事時間比較
|
工事時間
大幅削減!
「品質の向上」安定した材料による高品質
| 【従来品】 大きな材料の場合、内部欠陥が発生する可能性がある 【新技術】 小さな材料の組み合わせのため、金属組織が安定した高品質な素材が安価に手に入る |  接合にて素材作成
接合にて素材作成
|
接合可能材質

|
異種接合
可能!
その他技術と低温摩擦接合との比較
| LTLFW 低温線形摩擦接合 |
LFW 線形摩擦接合 |
FW 摩擦圧接 |
FSW 攪拌接合 |
Machining 機械加工 |
Welding 溶接 |
Rivet リベット組 |
|
|---|---|---|---|---|---|---|---|
 |
 |
 |
 |
 |
 |
 |
|
| 時間 | 極めて短い (1~2秒) |
極めて短い (1~2秒) |
短い (5~15秒) |
やや長い | 長い | やや長い | やや長い |
| 素材 | 形状不問 | 形状不問 | どちらか一方は 円形品 |
薄物限定 | 形状不問 | 形状不問 | 薄物限定 |
| 消耗品 | 不要 | 不要 | 不要 | 高額ツール 必要 |
切削工具等 必要 |
溶接棒等 必要 |
リベット 必要 |
| 熱処理 | 不要 | 焼鈍が必要 | 焼鈍が必要 | 不要 | 不要 | 焼鈍が必要 | 不要 |
| 熟練度 | 小 | 小 | 小 | 小 | 中 | 大 | 大 |